
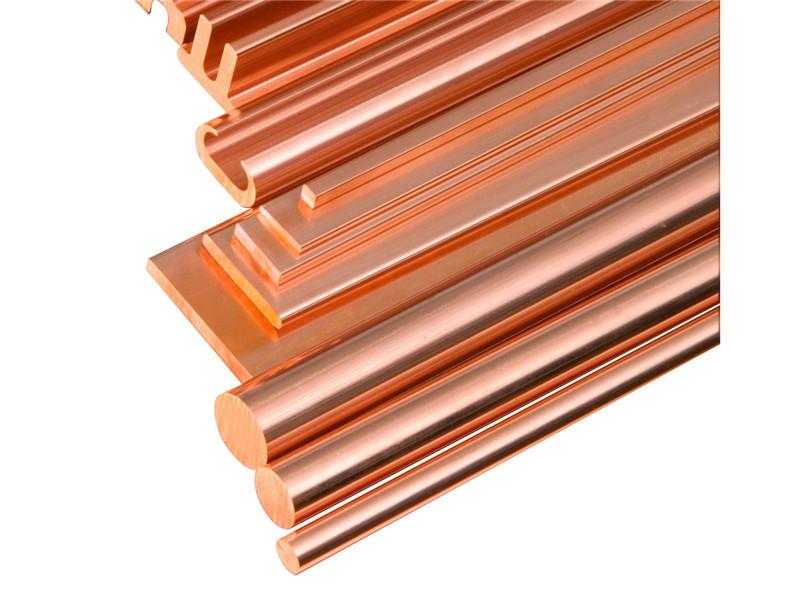
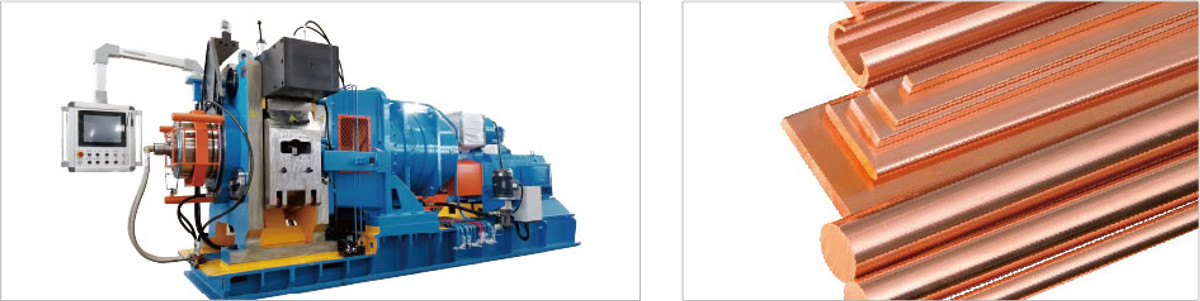
เครื่องจักรรีดขึ้นรูปต่อเนื่อง






ข้อดี
1 การเปลี่ยนรูปพลาสติกของแกนป้อนอาหารภายใต้แรงเสียดทานและอุณหภูมิสูงซึ่งช่วยขจัดข้อบกพร่องภายในตัวแกนเองอย่างสมบูรณ์เพื่อให้แน่ใจว่าผลิตภัณฑ์ขั้นสุดท้ายมีประสิทธิภาพผลิตภัณฑ์ที่ยอดเยี่ยมและความแม่นยำของมิติสูง
2 ไม่มีการอุ่นหรือการอบอ่อน ผลิตภัณฑ์คุณภาพดีที่ได้จากกระบวนการอัดขึ้นรูปด้วยการใช้พลังงานที่น้อยลง
3 ด้วยการป้อนแท่งขนาดเดียว เครื่องจักรสามารถผลิตผลิตภัณฑ์ได้หลากหลายขนาดโดยใช้แม่พิมพ์ที่แตกต่างกัน
4 ทั้งสายทำงานได้ง่ายและรวดเร็วโดยไม่ต้องทำงานหนักหรือมลภาวะในระหว่างการอัดขึ้นรูป
การให้อาหารแท่งทองแดง
1.ทำลวดทองแดงเส้นแบน บัสบาร์ทองแดงเส้นเล็ก และลวดกลม
| แบบอย่าง | ทีแอลเจ 300 | ทีแอลเจ 300เอช |
| กำลังมอเตอร์หลัก (กิโลวัตต์) | 90 | 110 |
| เส้นผ่านศูนย์กลางของแกนป้อนอาหาร (มม.) | 12.5 | 12.5 |
| สูงสุด ความกว้างของผลิตภัณฑ์ (มม.) | 40 | 30 |
| หน้าตัดลวดแบน | 5-200 | 5 -150 |
| เอาท์พุต(กก./ชม.) | 480 | 800 |
เค้าโครงสายการผลิต

ระบบทำความเย็นเครื่องอัดรีดปรับสภาพล่วงหน้าแบบจ่ายออก เครื่อง Take-up ของนักเต้น
2.ทำบัสบาร์ทองแดง ทองแดงกลม และโปรไฟล์ทองแดง
| แบบอย่าง | ทีแอลเจ 350 | ทีแอลเจ 350เอช | ทีแอลเจ 400 | ทีแอลเจ 400เอช | ทีแอลเจ 500 | ทีแอลเจ 630 |
| กำลังมอเตอร์หลัก (กิโลวัตต์) | 160 | 200 | 250 | 315 | 355 | 600 |
| เส้นผ่าศูนย์กลางแกนป้อนอาหาร (มม.) | 16 | 16 | 20 | 20 | 25 | 30 |
| สูงสุด ความกว้างของผลิตภัณฑ์ (มม.) | 100 | 100 | 170 | 170 | 260 | 320 |
| เส้นผ่าศูนย์กลางก้านผลิตภัณฑ์ (มม.) | 4.5-50 | 4.5-50 | 8-90 | 8-90 | 12-100 | 12-120 |
| พื้นที่หน้าตัดของผลิตภัณฑ์ (mm2) | 15-1,000 | 15-1,000 | 75-2000 | 75-2000 | 300-3200 | 600-6400 |
| เอาท์พุท (กก. / ชม.) | 780 | 950 | 1200 | 1500 | 1800 | 2800 |
เค้าโครงสายการผลิต

Pay-off Feeder & เครื่องหนีบผม Extrusion Machine Cooling Sys. เครื่องนับความยาวสินค้าแบบตั้งโต๊ะ
3. การทำบัสบาร์ทองแดง แถบทองแดง
| แบบอย่าง | ทีแอลเจ 500U | ทีแอลเจ 600U |
| กำลังมอเตอร์หลัก (กิโลวัตต์) | 355 | 600 |
| เส้นผ่าศูนย์กลางแกนป้อนอาหาร (มม.) | 20 | 30 |
| สูงสุด ความกว้างของผลิตภัณฑ์ (มม.) | 250 | 420 |
| สูงสุด อัตราส่วนความกว้างต่อความหนา | 76 | 35 |
| ความหนาของผลิตภัณฑ์ (มม.) | 3-5 | 14-18 |
| เอาท์พุท (กก. / ชม.) | 1,000 | 3500 |
เค้าโครงสายการผลิต

การป้อนแท่งโลหะผสมทองแดง
ใช้สำหรับตัวนำสับเปลี่ยน, ทองเหลืองเปล่า, แท่งทองแดงฟอสเฟอร์, แถบโครงตะกั่ว, ลวดหน้าสัมผัสรางรถไฟ ฯลฯ
| ทีแอลเจ 350 | ทีแอลเจ 400 | ทีแอลเจ 500 | ทีแอลเจ 630 | |
| วัสดุ | 1459/62/63/65 ทองเหลือง ลูกบาศ์ก/Ag (AgsO.08%) | ทองแดงฟอสเฟอร์ (Pso.5%) cu/Ag (AgsO.3%) | แมกนีเซียมทองแดง (MgsO.5%) เหล็กทองแดง (Feso.l% | แมกนีเซียมคอปเปอร์(MgsO.7%)/Cucrzr |
| เส้นผ่าศูนย์กลางแกนป้อนอาหาร (มม.) | 12/12.5 | 20 | 20 | 25 |
| สูงสุด ความกว้างของผลิตภัณฑ์ (มม.) | 30 | 150 (แถบทองแดงเงิน) | 100(แถบกรอบตะกั่ว:) | 320 |
| เส้นผ่าศูนย์กลางก้านผลิตภัณฑ์ (มม.) | ฟอสเฟอร์คอปเปอร์บอล: 10-40 | แมกนีเซียมคอปเปอร์รอด: 20-40 | แมกนีเซียมคอปเปอร์รอด: 20-40 | |
| เอาท์พุท (กก. / ชม.) | 380 | 800-1,000 | 1,000-1200 | 1250/850 |
เค้าโครงสายการผลิต
Pay-off Feeder & เครื่องหนีบผม Extrusion Machine Cooling Sys. เครื่อง Take-up แบบเคาน์เตอร์ความยาว
การให้อาหารแท่งอลูมิเนียม
ใช้สำหรับลวดแบน บัสบาร์ และตัวนำโปรไฟล์ ท่อกลม ท่อ MPE และ PFC
| แบบอย่าง | แอลเจ 300 | แอลแอลเจ 300H | แอลแอลเจ 350 | แอลแอลเจ 400 |
| กำลังมอเตอร์หลัก (กิโลวัตต์) | 110 | 110 | 160 | 250 |
| เส้นผ่าศูนย์กลางแกนป้อนอาหาร (มม.) | 9.5 | 9.5 | 2*9.5/15 | 2*12/15 |
| สูงสุด ความกว้างของผลิตภัณฑ์ลวดแบน (มม.) | 30 | 30 | 170 | |
| พื้นที่หน้าตัดของผลิตภัณฑ์ลวดแบน (mm2) | 5-200 | 5-200 | 25-300 | 75-2000 |
| เส้นผ่านศูนย์กลางท่อกลม (มม.) | 5-20 | 5-20 | 7-50 | |
| ความกว้างของท่อแบน (มม.) | - | ≤40 | ≤70 | |
| เอาท์พุทลวดแบน / ท่อ (กก. / ชม.) | 160/160 | 280/240 | 260/260 | (600/900)/- |
เค้าโครงสายการผลิต

เครื่องหนีบผมตรงแบบจ่ายออก ทำความสะอาดอัลตราโซนิก เครื่อง Take-up ของ Cooling Sys Dancer
รูปภาพ 217282
สินค้าที่เกี่ยวข้อง
-

เครื่องจักรหุ้มต่อเนื่อง
หลักการ หลักการของการหุ้ม/การหุ้มแบบต่อเนื่องจะคล้ายกับหลักการของการอัดขึ้นรูปอย่างต่อเนื่อง ล้ออัดรีดจะขับเคลื่อนแท่งสองแท่งเข้าไปในห้องหุ้ม/ปลอกหุ้มโดยใช้การจัดวางเครื่องมือในแนวเส้นสัมผัส ภายใต้อุณหภูมิและความดันสูง วัสดุจะเข้าสู่สภาวะสำหรับการเชื่อมโลหะและสร้างชั้นป้องกันโลหะเพื่อหุ้มแกนลวดโลหะโดยตรงที่เข้าสู่ห้อง (หุ้ม) หรือถูกอัดขึ้นรูปเพื่อ...